当前盐酸酸洗和废酸回收技术
马克斯, 刘建辉
(马克斯环保设备上海有限公司,上海 奉贤 201404)
摘要:本文围绕盐酸酸洗的化学原理、酸洗时间、环境保护、运营成本等方面,通过介绍盐酸酸洗和废酸回收技术,论述如何合理地设置酸洗参数(温度、浓度等),来达到酸洗的最佳效果和节能减排的目的。
关键词:酸洗;盐酸;流化床;酸再生;废酸处理
Modern HCl Pickling and Recycling Technology
Thomas Marx, Jack Liu
(Marx Environmental Solutions Shanghai Co.,Ltd., Fengxian 201404,China)
Abstract:This paper focuses on the chemical principle of hydrochloric acid pickling, pickling time, environmental protection, operating cost and other aspects. By introducing hydrochloric acid pickling and waste acid recovery technology, this paper discusses how to reasonably set pickling parameters (temperature, concentration, etc.), so as to achieve the best effect of pickling and achieve the purpose of energy conservation and emission reduction.
Keywords:Pickling; Hydrochloric acid; Fluidized bed; Acid regeneration; Waste acid treatment
上个世纪60年代,随着耐腐蚀材料和酸雾排放系统的技术成熟,用盐酸对碳钢进行酸洗成为主流。与硫酸相比,盐酸的主要优势还在于它可以完全回收!从那时开始,盐酸几乎完全取代了硫酸。一直到今天,碳钢的酸洗还是主要用盐酸。对于不锈钢来说,盐酸酸洗也将变成趋势。为了获得最佳的酸洗效果,必须设置适当的酸洗参数(如温度、浓度等)。本文将根据过去几十年的经验,围绕化学原理、酸洗时间、环境保护、运营成本等方面,论述盐酸酸洗和废酸回收技术。
1 化学原理
酸洗是指利用酸与氧化铁皮的化学反应去除氧化铁皮,防止拉拔过程中氧化皮破坏钢丝表面质量和缩短模具寿命。当用盐酸酸洗时发生下列化学反应:
FeO 2 HCl = FeCl2 H2O
Fe3O4 8 HCl =FeCl2 2 FeCl3 4 H2O
Fe2O3 6 HCl =2 FeCl3 3 H2O
Fe 2 HCl = FeCl2 H2
可以看出,HCl通过形成FeCl2或FeCl3来溶解氧化物(和Fe本身)。大部分氧化物生成了FeCl2,只产生少量的FeCl3,酸洗液中FeCl3的浓度很低(<5g/l)。FeCl3的可溶性很好,而FeCl2的溶解性有限。FeCl2的溶解性主要与温度和溶液中游离HCl的浓度有关,温度越高,溶解度越高;游离HCl浓度越高,溶解度越低。
2 酸洗时间
酸洗时间是酸洗线的重要指标。对酸洗线而言,缩短酸洗时间既可以降低投资成本,也可以提高生产能力。主要影响因素有:
(1)酸洗液的浓度
(2)酸洗液的温度
(3)钢材表面酸的交换
(4)钢材的温度
(5)钢材型号和氧化皮类型(本文未讨论)
2.1 酸洗液的浓度
酸和铁离子的浓度都会影响酸洗时间。在酸洗中通常使用重量百分比 (%w/w)或g/L。采用哪种形式来描述浓度很重要。如果使用重量百分比,则需要考虑密度随铁离子浓度的增加而增加,因此低铁浓度下一定比例的盐酸小于高浓度下相同比例的盐酸。
FeCl2 /FeCl3的浓度将只显示Fe离子浓度。具体换算关系如表1:
表1 FeCl2 /FeCl3浓度与Fe2 /Fe3 浓度换算表
FeCl2 Fe2
1.0 0.441
2.27 1.0
FeCl3 Fe3
1.0 0.344
2.904 1.0
此外,盐酸浓度以游离酸(HClfree)、被束缚酸 (HClbound)和总酸(HCltotal )表示。
HClfree指的是可以溶解氧化铁皮的有效酸的数量。
HClbound指的是已经被用来形成FeCl2/FeCl3的酸数量。
HCltotal = HClfree HClbound
具体换算关系如表2:
表2 Fe2 /Fe3 浓度与HCl浓度换算表
Fe2 HCl
1.0 1.306
0.766 1.0
Fe3 HCl
1.0 1.959
0.511 1.0
增加游离酸的浓度通常可以缩短酸洗时间。增加Fe2 的浓度也会减少酸洗时间,直到某一临界点。当Fe2 接近饱和点时,酸洗时间将迅速增加,如图1所示。因此,在酸洗过程中控制Fe2 浓度低于饱和点很重要。

图1 FeCl2浓度与酸洗时间的关系
在酸浓度的选择上还需要考虑以下几个因素:
(1)HCl蒸发随浓度的增加而增加
(2)盐酸循环利用的可能性
(3)FeCl2结晶
在实践中,总酸浓度不超过20%已经被证明是最有效的,同时也兼顾了环境保护要求。
2.2 酸洗液的温度
酸洗液的温度对酸洗时间的影响很大。随着温度的升高,酸洗时间明显缩短。从图2中可以看到,升高温度比增加酸浓度效果要好。只要增加10℃,酸洗时间就会减少近50%。

虽然酸洗液温度的升高会增加盐酸蒸发,但这种影响与酸洗液浓度的增加相比小很多(这将在环境保护方面详细论述)。
2.3 钢材表面酸的交换
酸洗液在线材表面进行充分的介质交换很重要。为了获得较好的酸洗效果,游离酸需要充分地输送到线材表面,而产生的氯化铁需要及时带走。
在酸洗实践中,有两种方法被证明是极其有效的:
(1)振动。例如,在酸洗线中,振动吊钩的作用就是确保化学物质充分的交换,避免出现在线材彼此接触的地方酸洗不良。
(2)酸洗液的循环。酸洗液的循环可以使酸洗槽内液体形成湍流,这是一种增进质量和能量传递的高效方法。酸洗液的循环不但可以使固体颗粒保持悬浮,还可以在循环过滤中不断地将杂质从酸洗液中去除。
2.4 钢材的温度
相对较高的线材温度会减少酸洗时间。由于线材在酸洗槽中良好的导热性,酸洗液与线材会迅速达到温度平衡。因此,控制酸洗槽内酸洗液温度是目前酸洗线的常用方法。
3 环境保护
目前国内环保要求越来越严格。今年9月1日开始,新的《固废法》正式实施,严格执行“严惩重罚”。之前,由于处罚力度较小,不少企业宁愿选择交付罚款换取暂时的稳定生产,日积月累带来严重污染。如今,各省市都加大了环保整治的力度可见,三废减量化、无害化、资源化已成为行业绿色发展目标和环保监管整治趋势。
3.1 酸雾
盐酸挥发会产生酸雾,酸雾冷凝会腐蚀设备,同时对周围环境和人员构成伤害。目前新建的酸洗线都改成了封闭式酸洗,并配备了酸雾净化系统。即便如此,也必须尽可能地减少酸雾的形成,否则酸雾净化系统也将无法清除过量的酸雾,造成环境污染。
因此,在确保酸洗效果的同时,酸洗工艺必须考虑尽量减少酸雾的形成。过去,很多酸洗线都习惯使用很高的酸浓度,特别是手动酸洗线,也有个别的自动化酸洗线也在使用高浓度的酸洗液,甚至使用33%纯新酸。其结果必然是产生大量的酸雾,酸雾净化系统在超负荷下无法正常运行。为了处理酸雾,过量地使用氢氧化钠进行中和。在印尼有一条盘条全自动酸洗线,一直在使用33%的新酸。监测结果显示,一周内消耗48%的氢氧化钠6吨。这相当于4.5吨 33%HCl变成酸雾挥发掉,占实际酸消耗量的3% !
解决方案:提高酸洗槽内酸洗液温度,降低酸浓度。将酸洗液温度从原来的20℃提高到40℃,使用18%浓度的盐酸代替33%的盐酸。结果显示,酸雾量减少了98%,酸洗时间明显缩短。
图3显示了酸浓度、温度和酸雾量的关系。
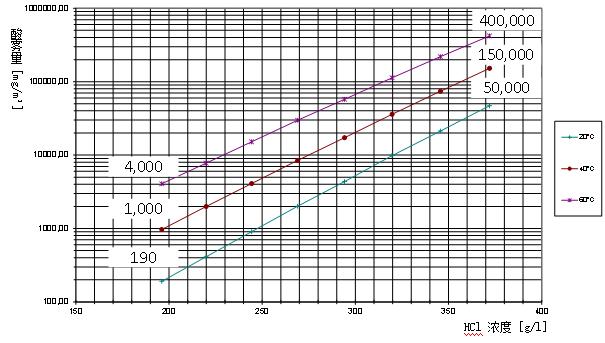
图3 HCl 浓度、温度和酸雾量的关系。
需要指出的是,总酸浓度对酸雾形成的影响非常大,Fe2 浓度的增加也会使情况恶化。高总酸浓度和高Fe2 浓度是非常糟糕的酸洗工艺!
3.2 盐酸循环利用
盐酸可以循环利用,这是盐酸酸洗的主要优势。盐酸再生的过程是对废酸液进行热分解,即所谓的热水解。换句话说,在盐酸循环利用过程中,盐酸再生和酸洗过程是两个完全相反的化学反应,是把氯化铁/氯化亚铁转化为氧化铁和盐酸!
4 FeCl2 4 H2O O2 =2 Fe2O3 8 HCl
2 FeCl3 3 H2O = Fe2O3 6 HCl
国内有两种不同的工艺:喷雾焙烧法、流化床法。后者越来越受到欢迎,有两个重要的原因:
(1)环保越来越严。喷雾焙烧法产生副产品是红色的氧化铁粉末,对周围环境和人员健康有伤害;而流化床技术酸再生设备产生的是氧化铁小球,洁净无粉尘,且经济价值很高,可以炼钢、抛丸等。
(2)空间利用率要求越来越高。流化床法反应器的直径只有喷雾焙烧法的1/4,高度只有喷雾焙烧法的1/2。目前马克斯环保设备(上海)有限公司生产的流化床法酸再生机组(图4),采用模块化设计,占地面积更小。同时,该公司还提供废酸回收技术,可以处理含铅等重金属的废酸。
而其它工艺的废酸处理方式,如闪蒸发、膜分离法等,都不是真正的再生酸,只能说是简单地分离废酸中的游离酸,甚至还会带来其它一系列的环境污染问题,比如重金属超标等。因此,从环保角度来看,流化床法酸再生技术是无可替代的!

图4 MARS-流化床酸再生机组模型图
4 运营成本
盐酸的循环利用不仅是环境保护需要,同时也具有很高的经济效益。前几年,废酸回收设备规模一般都在2000 L/h处理能力以上。如今,马克斯环保设备(上海)有限公司提供的MARS-模块化酸再生机组,从300L/h到1500L/h以上。设备到达客户现场前已经预先安装了框架,从安装到调试时间不到1个月,投资成本还不到传统酸回收设备的一半。因此,这种解决方案对中小型钢铁企业极具吸引力。
目前的废酸处理成本一般为500元/吨,如果废酸中含有铅或铜等重金属,处理成本可能超过1000元/吨。而酸再生设备的运行成本约300元/吨(具体取决于当地的天燃气、电的费用),如果扣除酸再生的副产品氧化铁收益,每吨废酸的处理成本才100多元。再生酸回到酸洗线循环利用,也节省了酸洗线的运行成本。
酸再生的其它优势:
(1)新酸用量可以节省约3%。
(2)每吨废酸可以额外获得100多元的氧化铁收益。
(3)使用酸洗线漂洗水吸收生成再生酸,节省单独处理漂洗水的费用。
(4)酸再生设备投资回报时间在2年左右。
参考文献
[1] Meuthen B. ua. Stahl u. Eisen, 1965, 26: 1722-1729
[2] 朱立&孙本良,《钢材酸洗技术》,2007
(收稿日期:2020-9-2)
作者简介
马克斯 1969年生,马克斯环保设备(上海)有限公司总经理、高级工程师
刘建辉 1978年生,马克斯环保设备(上海)有限公司销售经理、助理工程师
,